
ę╗ĪóļŖ╗Ī║ĖĖ┼╩÷
ļSų°╣żśI╔·«aĄ─░lš╣║═┐ŲīW╝╝ągĄ─▀M▓ĮŻ¼║ĖĮėęč│╔×ķę╗ķT¬Ü┴óĄ─īW┐ŲŻ¼Ųõųą║ĖŚlļŖ╗Ī║Ė╩Ū╣żśI╔·«aųąæ¬ė├ūŅÅVĄ─║ĖĮėĘĮĘ©ĪŻ║ĖŚlļŖ╗Ī║Ė╩Ūė├╩ų╣ż▓┘┐v║ĖŚl▀Mąą║ĖĮėĄ─ę╗ĘN║ĖĮėĘĮĘ©Ż¼║ĖĮėĢrļŖ╗Īį┌║ĖŚlČ╦▓┐║═╣ż╝■ų«ķgĪ░╚╝¤²Ī▒Ż¼▓óīóŲõŠų▓┐╝ė¤ßĄĮ╚█╗»ĀŅæBŻ¼╚█Ą╬į┌ÜŌĪóį³┬ō║Ž▒ŻūoŽ┬▀M╚ļ╚█│žŻ¼ļSų°ļŖ╗ĪŽ“Ū░ęŲäėŻ¼╚█│žĮī┘ų▓Į└õģsĮYŠ¦Č°ą╬│╔║Ė┐pĪŻ
┴Ē═ŌŻ¼ąĶę¬ūóęŌę╗³cŻ¼ļŖ╗ĪķLČ╚Ż©ę▓Š═╩ŪŲ╗Ī║¾║ĖŚl╝ŌČ╦║═─Ė▓─Ą─ŠÓļxŻ®æ¬╩╝ĮK▒Ż│ųį┌ā╔║┴├ūū¾ėęĪŻįŁät╔ŽļŖ╗ĪķLČ╚ęį▓╗│¼▀^║ĖŚlų▒ÅĮ×ķ£╩ĪŻ
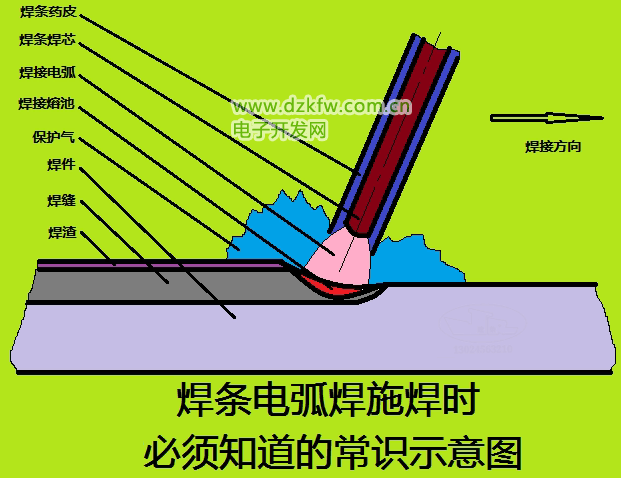
Č■Īó║ĖŚlļŖ╗Ī║ĖĄ─║ĖĮė│ŻūR
1Ż¼║ĖŚlļŖ╗Ī║ĖĄ─║ĖŚl░┤ė├═ŠĘųėąŻ║╠╝õō║ĖŚlĪóĄ═║ŽĮõō║ĖŚlĪó▓╗õPõō║ĖŚlĪóČč║Ė║ĖŚlĪóĶTĶF║ĖŚlĪóµć╝░µć║ŽĮ║ĖŚlĪóŃ~╝░Ń~║ŽĮ║ĖŚlĪóõX╝░õX║ŽĮ║ĖŚlĪóĄ═£ž║ĖŚlĪóĮYśŗõō║ĖŚlĪóŃf╝░ŃtŃf─═¤ßõō║ĖŚlĪó╠ž╩Ōė├═Š║ĖŚlĄ╚ĪŻĄ½╩Ūī”ė┌╗ŅØŖĮī┘Ż©╚ńŌüĪóŌēĪóõåĄ╚Ż®Īóļy╚█Įī┘ĪóąĪė┌1mmĄ─║Ė╝■╝░┤¾┼·┴┐╔·«aĄ╚▓╗ę╦▓╔ė├║ĖŚlļŖ╗Ī║ĖĪŻ
2Ż¼║ĖŚlļŖ╗Ī║ĖĄ─ļŖį┤═©│Ż▓╔ė├ČĖĮĄĄ─ļŖį┤═Ō╠žąįŻ¼ūŅ║├ęį║Ń┴„╝ėĪ░═Ō═ŽĪ▒╠žąįļŖį┤Ż¼─▄▒ŻūCļŖ╗Ī╚╝¤²ĘĆČ©Ż╗Č°▓╗ę╦▓╔ė├║Ńē║═Ō╠žąįļŖį┤Ż¼ę“Ųõį┌╗ĪķL▓©äėĢr║ĖĮėļŖ┴„▓©äė▌^┤¾Ż¼╩╣ļŖ╗Ī▓╗ĘĆĪŻ
3Ż¼║ĖŚlļŖ╗Ī║Ėųąč÷║Ė╩ŪūŅļyĄ─Ż¼š²┤_Ą─▓┘ū„ĘĮĘ©╩ŪŻ║▓╔ė├ūŅČ╠ļŖ╗ĪķLČ╚Īó▌^ąĪų▒ÅĮĄ─║ĖŚlĪó╔į┐ņĄ─║ĖĮė╦┘Č╚║═║Ž▀mĄ─║ĖĮėļŖ┴„Ż╗ČÓīė║ĖĢr┐╔▓╔ė├į┬č└ą╬╗“õŲXą╬▀\ŚlĘĮ╩Į║ĖĮėŻ¼ö[Ę∙▓╗ę╦╠½┤¾Ż¼║ĖĄ└æ¬▒Īę╗³cĪŻč÷║Ė▓╗─▄▓╔ė├ķL╗ĪĪó┤¾ļŖ┴„Īó┬²╦┘║ĖĄ╚╩ųĘ©ĪŻ
4Ż¼ÖM║ĖĢræ¬▀xō±▌^ąĪų▒ÅĮĄ─║ĖŚlŻ¼┼õ║ŽŪĪ«öĄ─║ĖŚlĮŪČ╚║═▀\ŚlĘĮĘ©Ż¼ęįČ╠┬Ę▀^Č╚ą╬╩Į▀Mąą║ĖĮėŻ¼ČÓĄ└║ĖĮė▀\ŚlĄ─ĮŪČ╚▀Ćæ¬Ė∙ō■║Ė┐p╦∙į┌╬╗ų├▀m«öĖ─ūā║ĖŚlĮŪČ╚Ż¼ęį╩╣ļŖ╗Ī═Ų┴”ī”╚█Ą╬«a╔·│ą═ąū„ė├Ż¼▀MČ°ą╬│╔┴╝║├Ą─║Ė┐pŻ╗▓╗▀@śėĄ─įÆŻ¼╚█╗»Įī┘į┌ųž┴”ū„ė├Ž┬░l╔·┴„╠╩Ż¼▀MČ°ę²Ų╔Žé╚«a╔·ę¦▀ģŻ¼Ž┬é╚«a╔·║Ė┴÷Īó╬┤║Ė═ĖĄ╚╚▒Ž▌Ż¼│╔ą╬É║╗»ĪŻ
5Ż¼┴ó║ĖĢræ¬▓╔ė├▀m«öĄ─▀\ŚlĮŪČ╚║═▀mę╦Ą─▀\ŚlĘĮ╩ĮŻ¼╩╣ė├▌^ąĪĄ─ļŖ┴„▀MąąČ╠╗Ī║ĖĮėŻ¼═©│ŻŲš═©║ĖŚl╩ŪÅ─Ž┬═∙╔Ž║ĖĮėŻ¼Ž“╔ŽęŲäėĄ─╦┘Č╚ꬊ∙ä“Ż╗ę▓ėąīŻķTĄ─Ž┬Ž“║ĖĄ─║ĖŚlĪŻ
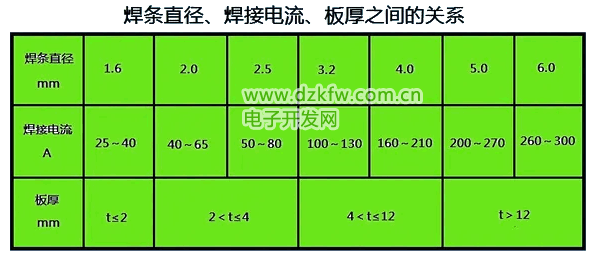
6Ż¼ĮŪ║ĖĢr║ĖŚlį┌║ĖĮėĘĮŽ“Ą─āAĮŪę╗░Ń×ķ65Ī½80ĪŃŻ¼ļŖ╗ĪĄ─ųĖŽ“æ¬Ų½Ž“║±░ÕŻ¼ęį╩╣ā╔░Õ╝ė¤ß£žČ╚ŽÓ═¼Ż¼į┌ČÓīė║ĖĢræ¬Ė∙ō■║ĖĄ└╬╗╝░░Õ║±š{š¹║ĖŚlĮŪČ╚Ż¼ęį▒ŻūC║Ė┐p│╔ą╬┴╝║├Ż╗╚ńĮŪ║Ė╣ż╝■ĘĮ▒ŃĘŁ▐DŻ¼ę╗░Ńīó╣ż╝■▐DĄĮ┤¼ą╬║Ė╬╗ų├▀Mąą╩®║ĖĪŻŪą╝╔║±▒Ī░ÕĮŪ║ĖĢr║ĖŚl▓╗Ų½ęŲŻ¼╚▌ęūę²Ųā╔░Õ£ž▓Ņ┤¾Ż¼«a╔·║Ė┐på╬▀ģĪóę¦▀ģĪóĒöĮŪ║Ė▓╗═ĖĪóŖAį³Ą╚╚▒Ž▌Ż¼╩╣║Ė┐p│╔ą╬▓╗┴╝ĪŻ
7Ż¼ę²╗Ī║¾īóļŖ╗Ī╔į└ŁķL╗“į┌└ĒŲ║Ė³c8Ī½10mm╠ÄŲ╗ĪŻ¼ī”║Ė┐pČ╦Ņ^Ż©ĮėŅ^Ż®▀Mąą▒žę¬Ą─ŅA¤ßŻ¼╗“▀m«öö[äėŻ¼┤²ą╬│╔╚█│ž║¾į┘īóļŖ╗Ī┐sČ╠ų┴2Ī½4mmŻ¼ķ_╩╝š²│Ż║ĖĮėŻ╗║ĖĮėųžę¬ĮYśŗĢrŻ¼æ¬ųŲū„ŲŻ©╩šŻ®╗Ī░ÕŻ¼▀MąąŲ╗Ī║═╩š╗ĪŻ¼▀@śė┐╔Ą├ĄĮ╚█╔Ņ┼c╚█īÆŠ∙ä“ę╗ų┬Ą─║Ė┐pĪŻ▓╗─▄ļŖ╗Īę²╚╝║¾┴ó╝┤▐D╚ļš²│Ż║ĖĮėĀŅæBŻ¼╚▌ęū«a╔·ÜŌ┐ūĪó╬┤║Ė═ĖĪóŖAį³Ą╚╚▒Ž▌ĪŻ
8Ż¼į┌ę╗░Ń║ĖĮė▀^│╠ųąŻ©│²ĶTĶF║ĖčaėąĢrĒÜ└ŁķLę╗³c╗ĪķLŻ®Ż¼ļŖ╗ĪķLČ╚æ¬ąĪė┌╗ŅĄ╚ė┌║ĖŚlų▒ÅĮŻ¼╝┤▓╔ė├Č╠╗Ī║ĖĮėŻ¼╠žäe╩Ū▓╔ė├ēAąį║ĖŚl╩ŪŻ¼ę╗Č©ę¬ė├Č╠╗Ī║ĖĮė▓┼─▄▒ŻūC║ĖĮė┘|┴┐ĪŻ╚ńļŖ╗Ī▀^ķLĢ■╩╣ļŖ╗Ī╚╝¤²▓╗ĘĆČ©║Ė┐p▒Ē├µĄ─¶~„[╝y▓╗Š∙ä“Īó║Ė┐p╚█╔Ņ£pąĪĪó’w×Rį÷╝ėĪó«a╔·ÜŌ┐ūĄ╚╚▒Ž▌ĪŻ
9Ż¼║ĖŚlļŖ╗Ī║ĖĄ─ģóöĄų„ę¬╩Ū║ĖĮėļŖ┴„Ż¼═©│Ż║Ž▀mĄ─║ĖĮėļŖ┴„╩Ū║ĖĮė│╔öĪĄ─ĻPµIŻ╗Č°ŽÓ«öę╗▓┐Ęų║Ė╣żŽ▓Ügė├┤¾ę╗³c┴„╩®║ĖŻ¼ŽÓī”╩╣ė├▀^ąĪļŖ┴„Ą─║Ė╣żĘŪ│Ż╔┘Ż¼ę“×ķ┤¾ļŖ┴„┐╔ęį╝ė┐ņ║ĖĮė╦┘Č╚ĪŻ╩╣ė├▀^┤¾Ą─║ĖĮėļŖ┴„Ż¼▓╗āHĢ■╩╣║ĖŚl╬▓▓┐▀^¤ßŻ©╔§ų┴░l╝tŻ®Ż¼▓┐Ęų╦ÄŲż├ō┬õ╗“╩¦ą¦Ż¼ÜŌį³▒Żūoą¦╣¹ūā▓ŅŻ¼įņ│╔ÜŌ┐ūĪó’w×RĪó░╝┐ėŻ¼Č°ŪęśOęū«a╔·ę¦▀ģĪó¤²┤®ĪóŠ¦┴Ż┤ų┤¾Ą╚║ĖĮė╚▒Ž▌ĪŻ
10Ż¼▒Ī░Õī”Įė║ĖĢrę╗░Ń▓╗ķ_Ų┬┐┌Ż¼┐╔▓╔ė├▌^┬²ę╗³cĄ─║Ė╦┘▀Mąąų▒ŠĆČ╠╗Ī║ĖĮėŻ¼═©▀^š{╣Ø║ĖŚlĄ─āAĮŪ╝░╗ĪķLüĒ┐žųŲ╚█į³Ą─▀\äė║═╚█│ž│╔ą╬ĪŻ║ĖĮėĢr▓╗ę╦ÖMŽ“ö[äėŻ¼Ę±ät╚▌ęūę²ŲŖAį³Īóę¦▀ģ║═║Ė┐p▓╗ŲĮš¹Ą╚╚▒Ž▌ĪŻ
11Ż¼═©│Ż║ĖĮėĢr║ĖŚlų▒ÅĮę╗░Ńæ¬Ė∙ō■╣ż╝■║±Č╚ĪóĮėŅ^ą╬╩ĮĪó║ĖĮė╬╗ų├║═║ĖĮėīėöĄŻ¼▓óģó┐╝║ĖĮėļŖ┴„Ą─┤¾ąĪüĒ▀x╚ĪĪŻī”ė┌ĘŪŲĮ║Ė╬╗ų├║ĖĮė║═ķ_Ų┬┐┌ČÓīė║ĖĄ─Ą┌ę╗īėæ¬▓╔ė├▌^ąĪų▒ÅĮĄ─║ĖŚlŻ╗┴ó║ĖĪóÖM║ĖĪóč÷║Ė╦∙ė├║ĖŚlŠ∙▒╚ŲĮ║ĖĢrąĪŻ╗║±░Õ╦∙ė├║ĖŚl▌^┤ųĄ½▓╗ę╦│¼▀^░Õ║±ĪŻ
12Ż¼╩š╗ĪĢrę¬ūóęŌ╠ŅØM╗Ī┐ėŻ¼│Żė├Ą─║Ė┐p╩š╗ĪĘĮĘ©ėąŻ║äØłA╚”╩š╗ĪĪóĘ┤Å═öÓ╗Ī╩š╗ĪĪó╗ž║Ė╩š╗Ī═ŌĮė╩š╗Ī░Õ╩š╗ĪĄ╚ĪŻ«öę╗Ą└║ĖĄ└║Ė═ĻĢrŻ¼╚ń╣¹┴ó╝┤└ŁöÓļŖ╗ĪätĢ■ą╬│╔Ą═ė┌║ĖĮė▒Ē├µĄ─╗Ī┐ėŻ╗▀^╔ŅĄ─╗Ī┐ė▓╗āHė░Ēæ═Ōė^Ż¼Č°Ūę╩╣╩š╬▓╠ÄÅŖČ╚£p╚§Ż¼▓óęūįņ│╔æ¬┴”╝»ųą╗“ą╬│╔╗Ī┐ė┴č╝yĪŻ
13Ż¼ę²╗ĪĘĮĘ©ę╗░ŃėąŻ║äØ▓┴ę²╗ĪĘ©║═ų▒ō¶ę²╗ĪĘ©ĪŻ▓┘ū„Ģr┴”Č╚ę¬▀mųąŻ¼äØ╗“ō¶ę¬Ė╔ā¶└¹┬õĪŻĘ±ätŻ¼╚ń╣¹ę²╗Īäėū„╠½┐ņ╗“║ĖŚl╠ߥ├▀^Ė▀Ż¼▓╗ęūĮ©┴óĘĆČ©Ą─ļŖ╗ĪŻ¼┐╔─▄Ų╗Ī║¾ėųŽ©£ńŻ╗ę²╗Īäėū„╚ń╣¹╠½┬²Ż¼ėųĢ■╩╣║ĖŚl║═╣ż╝■š│į┌ę╗ŲŻ¼«a╔·ķLĢrķgČ╠┬ĘŻ¼╩╣Ą├║ĖŚl▀^¤ß░l╝tŻ¼įņ│╔╦ÄŲż├ō┬õŻ¼ę▓Į©┴ó▓╗ŲĘĆČ©ļŖ╗ĪĪŻ
14Ż¼ī”ė┌┤¾ķgŽČę╗░Ń▓╔ė├╚²³c║ĖĮėĘ©Ż¼▓óūóęŌ║ĖĄ└Ą─║ĖĮėĒśą“ĪŻ│²┴╦ĶTĶFĶéēK║Ėča═ŌŻ¼Į^┤¾ČÓöĄ┤¾ķg║ĖĮė▓╗ę╦Ę┼ų├Įī┘╠Ņ│õ╬’Ż¼ę“×ķ▒ž╚╗Ģ■«a╔·╬┤║Ė═Ė╚▒Ž▌Īó╩╣║Ė─_į÷Ė▀ė░Ēæ║Ė╝■ÅŖČ╚ĪŻ
15Ż¼ų▒┴„ļŖ╗ĪūŅ┤¾Ą─╚▒³c╩ŪĢ■░l╔·ļŖ╗Ī┤┼Ų½┤ĄŻ¼įņ│╔ļŖ╗Ī▓╗ĘĆČ©Ż¼ć└ųžĢrĖ∙▒Š¤oĘ©║ĖĮėŻ¼ė╚ęį┤¾ļŖ┴„Īó╔ŅŲ┬┐┌ĪóĮŪ║ĖĄ╚ŪķørūŅ×ķÅŖ┴ęĪŻ▒▄├Ō«a╔·┤┼Ų½┤ĄĄ─┤ļ╩®ėąŻ║╩╣ė├Į╗┴„ļŖį┤║ĖĮėĪóš²┤_▀xō±ļŖ└|ŠĆĮė╚ļ╬╗ų├Īóš{š¹║ĖŚlĮŪČ╚Īó£p╔┘ĮėŅ^ķgŽČ▓╔ė├Č╠╗Ī║ĖĮėĄ╚ĪŻ
16Ż¼▒Ī░Õ║ĖĮėę¬▓╔ė├ų▒┴„Ę┤ĮėĪŻį┌▀xō±║ĖĮėļŖį┤Ą─śOąįĢrŻ¼ų„ę¬╩ŪĖ∙ō■║ĖŚląį┘|║═║Ė╝■╦∙ąĶĄ─¤ß┴┐üĒøQČ©Ż¼ę╗░Ń×ķ½@Ą├▌^┤¾Ą─╚█╔Ņ║±░Õ║ĖĮė┐╔▓╔ė├ų▒┴„š²ĮėŻ¼Č°▒Ī░Õ║ĖĮėĢr×ķĘ└ų╣║Ė╝■¤²┤®Ż¼ę╦▓╔ė├ų▒┴„Ę┤ĮėĪŻ
17Ż¼ēAąį║ĖŚlæ¬▓╔ė├ų▒┴„║ĖĮėŻ©▓┐Ęų┐╔Į╗ų▒ā╔ė├Ż®ĪŻēAąį║ĖŚl┼cÅŖČ╚╝ēäeŽÓ═¼Ą─╦ßąį║ĖŚlŽÓ▒╚Ż¼Ųõ╚█Ę¾Įī┘čėš╣ąį║═ĒgąįĖ▀ĪóöU╔óÜõ║¼┴┐Ą═Īó┐╣┴čąį─▄ÅŖĪŻĄ½ēAąį║ĖŚlĄ─╣ż╦ćąį▌^▓ŅŻ¼▓╔ė├Į╗┴„║ĖĮėĢrļŖ╗ĪĘĆČ©ąį▓ŅĪó’w×RČÓĪó║Ė┐p│╔ą╬▓╗┴╝ĪŻę“┤╦Ż¼▓╔ė├ēAąį║ĖŚl║ĖĮėĢrŻ¼¤ošō╩Ū▒Ī░Õ▀Ć╩Ū║±░ÕŠ∙ąĶ▓╔ė├ų▒┴„Ę┤Įė▓óė├Č╠╗Ī║ĖĮėĪŻ
18Ż¼ī”ė┌║Ė╝■║±Č╚┤¾ė┌6mmŻ¼×ķ┴╦║Ė┐pėąą¦║±Č╚Īó║Ė═ĖĪóĖ─╔Ų│╔ą╬Ż¼ę╗░Ńæ¬īó║ĖĮė▓┐╬╗╝ė╣ż│╔Yą╬ĪóXą╬ĪóUą╬Ą╚Ė„ĘNą╬ĀŅĄ─Ų┬┐┌Ż¼▓ó▀MąąČÓīė║Ė╗“ČÓīėČÓĄ└║ĖĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū